Iron and Steel
4 Wrought Iron - Manufacture
| Wrought iron (rolled iron) became more readily available during the middle of the 19th century. Although its compression strength was slightly less than cast iron, its tensile strength was considerably higher. It was also more predictable and less brittle than cast iron so less likely to crack and cause catastrophic failure (in old buildings still in use today a common cause of partial collapse is fracture of cast iron columns caused by impact damage - usually fork lift trucks). Initially wrought was much more expensive than cast iron due to its lengthy production process. Designers soon realised its potential for beams although columns were still usually formed in cast iron until the early 20th century when they were superseded by steel. Despite wrought iron's advantages many mill designers were slow to exploit its potential and, so, in the latter part of the 19th century cast iron beams were still widely used. However, the designers of other structures were more adventurous and wrought iron became common in bridges, wide span roofs (i.e. stations) warehouses and offices. Its manufacture is described below - the paragraphs have been taken from Practical Building Construction by JP Allen, published by Crosby Lockwood in 1927. | ||
 |
"Wrought Iron, which has now, to a great extent, superseded cast-iron, except
for ornamental purposes, is the product of 'Forge Pig', the resulting metal
containing not more than 0.15 per cent of carbon. The excess of carbon, it is
obvious, must be extracted from the iron, the usual processes being as follows:
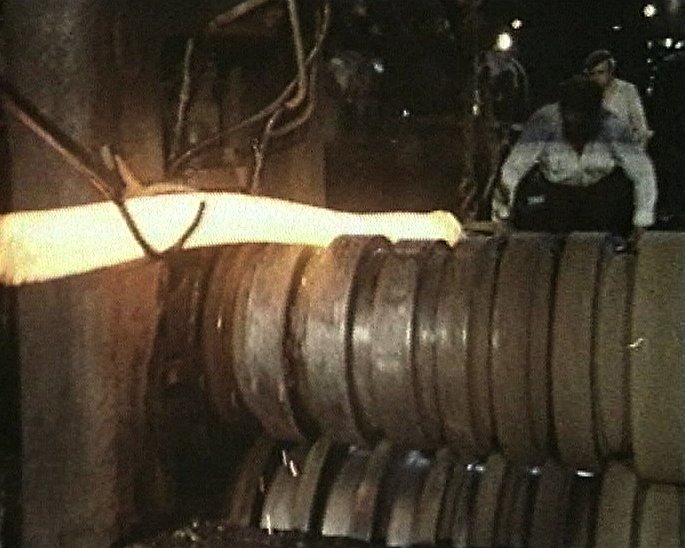
The pig iron is first puddled or melted clear of any fuel, but with other substances (containing oxygen) to take out the remaining carbon; and when this is done the metal is collected and cooled into lumps, which are then shingled or placed under a heavy hammer, by which the iron is consolidated, and any other foreign matters are crushed out. The bloom, as it is called, resulting from this hammering, is then rolled (left), while still hot, into puddled bars, which are the first and lowest quality of wrought-iron. As manipulation improves the tenacity and strength of wrought-iron, these puddled bars are cut up, piled, heated, and rolled as before; forming the merchant bar, or second quality of wrought-iron; and a repetition of this process produces the best bar, B, or third quality; while Best-Best, B B, and Best-Best-Best, B B B are the outcome of further repetitions - each such operation having the effect of giving the iron a more uniform fibrous nature. |
|
 |
Good wrought-iron is of a very tough, fibrous, and weldable nature. It should be capable of bearing 24 tons per square inch, ultimate tensile strain, and about 20 tons of compression and shearing; equivalent to safe loads of about 5 and 4 tons respectively. These two powers of resistance are so much more nearly equal in wrought than in cast-iron, that top and bottom flanges of a girder may be made alike, with little waste of material or forfeiture of strength. Therefore girders or joists could be rolled to sections and, in addition, they could be built up to any size, section, or design; because the wrought-iron could be welded, riveted, bent, rolled, or otherwise worked to any form, which cannot be done with cast iron on account of its brittleness. The surface of the fracture of good wrought-iron, under a weight applied slowly and gradually, should be stringy in appearance, as if every little fibre had held out to the last on its own account, some with greater success than others; while the fracture under a sudden shock would be of a more crystalline nature, its coarseness or fineness indicating its quality; the same deductions being drawn from the fine or coarse strings of a gradual fracture." |
|
 |
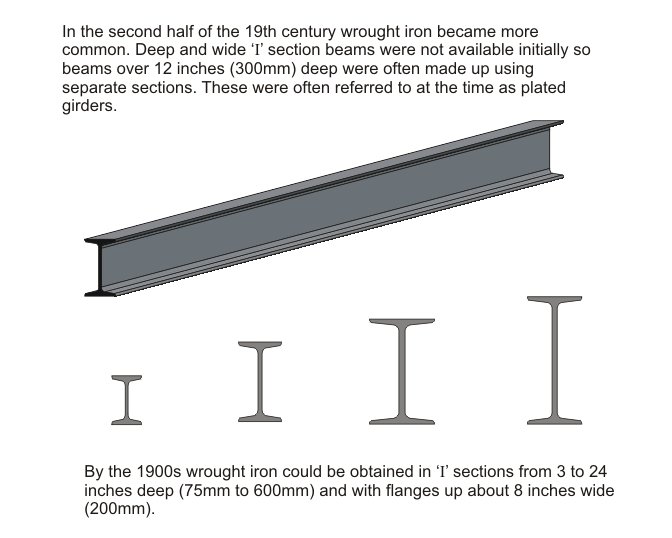
Initially the small amounts of wrought iron that could be made in one go, and the limitations of rolling machinery, meant that there were practical limits on the cross sectional size of girders - substantial ones were therefore usually plated (built up from smaller sections using plates, tees, angles, bars etc). Plating also enabled strength to be added to those parts of a girder under most stress. The next page shows some examples of plated girders. 'I' beams, so called because of their shape (see right-hand graphic), were initially only available in limited sizes. |
 |
 |
Jubilee Bridge (1887) crosses the River Derwent at Matlock Bath
in Derbyshire. It's a good example of a structure made from different
wrought iron sections riveted together. The bridge cost £230 and spans 85 feet, about 26 metres.
Wrought iron was also used for decorative work. This included ornamental scroll and repousse work on hinges, screens, gates and balustrades. As iron production improved, smiths could depend on reliable supplies of iron in standard measurements, and so could devote their energy to ever more elaborate designs. |
 |
 |
Many structures exploited the unique characteristics of both wrought and cast iron. For example, many seaside piers were built on a framework which comprised a series of cast iron columns braced with wrought iron stays. At Clevedon in Somerset the pier supports originally consisted of eight 100 ft arched spans leading to a landing stage. The exceptionally slender spans are constructed from surplus riveted broad-gauge railway track (wrought iron) designed for the Great Western Railway. Part of the pier collapsed in 1970 (ironically under load testing). Since then it has been restored and is now a Grade 1 listed structure. |
 |
| Wrought iron (for structural work) was slowly superseded by steel in the latter part of the 19th century. Note - more information on the conservation of cast iron and wrought iron can be found in the Iron topic (from Home Page). | ||
except where acknowledged